
| 生產工序 |
 |
|||
(1~#)
將USB控制盒(H)層板(B),使用螺絲(G)與螺帽(D)鎖固.USB控制盒蓋子(I)與USB控制盒(H),使用螺絲(J)鎖固.
(A~#)
 |
|||
(a~#)
|
|||||||||||||||||||||||||||||||||||||||||||||
| PN or Model: | 制定日期: | 7/28/2021 | 製作: | Frank | |||||||||||||||||||||||||||||||||||||||||
| FLU-19004(機櫃) | 修改日期: | 審核: | Bobby | ||||||||||||||||||||||||||||||||||||||||||
| 步驟說明 / 圖示: | 工站 | A9 | 預組裝-PLC模組 | Page: | 1 of 7 | ME_memo | ME_memo | ||||||||||||||||||||||||||||||||||||||
|
步驟 (1~#) |
作業說明 | 注意事項 | ||||||||||||||||||||||||||||||||||||||||||
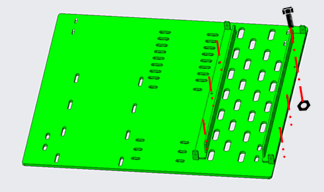
| 1 | 請參考圖1,將軌道支架(A)與層板(B),使用螺絲(C)與螺帽(D)鎖固 | ||||||||||||||||||||||||||||||||||||||||||||
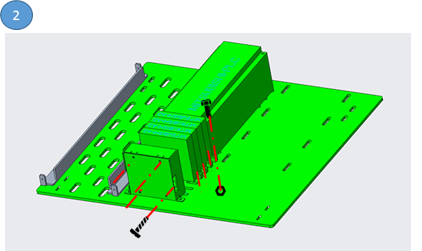
| 2 | 請參考圖2,將PLC(E)與層板(B),使用螺絲(G)與螺帽(D)鎖固. 將USB控制盒(H)層板(B),使用螺絲(G)與螺帽(D)鎖固.USB控制盒蓋子(I)與USB控制盒(H),使用螺絲(J)鎖固. |
||||||||||||||||||||||||||||||||||||||||||||
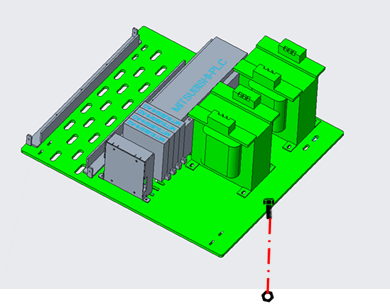
| 3 | 請參考圖3,將電源變壓器(F)與層板(B),使用螺絲(G)與螺帽(D)鎖固 | ||||||||||||||||||||||||||||||||||||||||||||
|
|
|||||||||||||||||||||||||||||||||||||||||||||
| No. (A~#) |
PN | 物料名稱/規格 | 數量 | 備註 | |||||||||||||||||||||||||||||||||||||||||
| A | MATERIAL | TRAY_RAIL_FOR_HSTRAY/SPHC | 2 | ||||||||||||||||||||||||||||||||||||||||||
| B | MATERIAL | PLATE_60X60/SPHC,t5.0,CG5C | 1 | ||||||||||||||||||||||||||||||||||||||||||
| C | 122120410 | Machine Screw/M4x10,Steel,Ph | 28 | ||||||||||||||||||||||||||||||||||||||||||
| D | 122500104 | Nut/M4,Steel,Ni | 36 | ||||||||||||||||||||||||||||||||||||||||||
| E | PLC_Module | 1 | |||||||||||||||||||||||||||||||||||||||||||
| F | Transformer | 2 | |||||||||||||||||||||||||||||||||||||||||||
| G | MATERIAL | Machine Screw/M4x10,Steel,He | 12 | 外購 | |||||||||||||||||||||||||||||||||||||||||
| H | MATERIAL | PLC_USB_BOX/SPHC,t1.6,CG5C | 1 | ||||||||||||||||||||||||||||||||||||||||||
| I | MATERIAL | PLC_USB_BOX_LID/SPHC,t1.6,C | 1 | ||||||||||||||||||||||||||||||||||||||||||
|
J | 122121306 | Machine Screw/M3x6,Steel,Phillips,Ni,Pan | 4 | |||||||||||||||||||||||||||||||||||||||||
| No. (a~#) |
工具號碼 | 工具 / 設備名稱 | 數量 | 備註 | |||||||||||||||||||||||||||||||||||||||||
| a | 電動螺絲起子 | 1 | M5 電鑽扭力10 | ||||||||||||||||||||||||||||||||||||||||||
| b | 電動螺絲起子 | 1 | M3 電鑽扭力7 | ||||||||||||||||||||||||||||||||||||||||||
| c | 六角板手 | 1 | |||||||||||||||||||||||||||||||||||||||||||